Definitions
Cp:
Cp (sometimes also named Cpi) stands for the capability index of the process. The formula for the calculation is:
The formula refers to the estimated standard deviation. The estimated standard deviation is calculated using the following formula:![]()
where R bar is the average range of subgroups and d2 is taken from a statistical table.
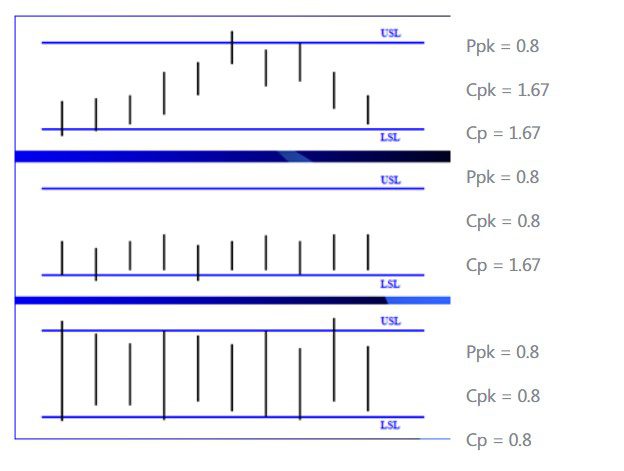
In normal words it means the Cp index is calculated based on the within subgroup variation. So if the variation within the subgroup is very small you will have a good Cp index no matter how much the process average is drifting or what the location of the process is so the Cp index shows you how capable your machine is to produce consecutive products within the required variation (Tolerance).
Cpk:
Because the Cp index alone doesn’t indicate if you are producing within specifications we need an indication of the process is centered between the specification limits. Therefore the Cpk index is used. The formula is:
So if the process is exactly in the middle of LSL and USL the Cp and Cpk index are the same.
If we now report both Cp and Cpk index we know how capable the process is to produce within the required variation (tolerance) and if the process is producing in the middle of the tolerance.
We can also know if the process is stable by calculating the Process Performance Index Pp.
The Pp index is calculated in the same way as the Cp index but now using the real standard deviation instead of the estimated standard deviation. So the formula is:![]()
So the Pp index uses both within subgroup variation and between subgroup variation in the calculation and indicates how well the process was capable to produce within specification limits over the reported time period.
The Ppk index is calculated in a similar way as the Cpk index and needs no further explanation.